Menu
The ORF technology suite can support Temas’ internal La Blache Project development as well as unrelated third-party mining projects
Portfolio of patents related to mineral extraction
Intellectual property was developed over 50 years at a cost in excess of $20 million
The metallurgical specialists will continue to operate under ORF Technologies
The innovative technologies in question substantially lower both capital and processing expenses by 30-50%, while also enhancing recovery rates in complex deposits. They enable on-site production of metal or high-value products, significantly improving the economics at the mine gate compared to traditional concentrators.
These technologies are particularly effective for high-acid-consuming carbonate (oxide) hosted ores, offering an environmentally friendly alternative that reduces the carbon footprint compared to conventional methods. They focus on base metals crucial for the electric vehicle revolution and energy generation and storage technologies, aligning perfectly with Environmental, Social, and Governance (ESG) policies.
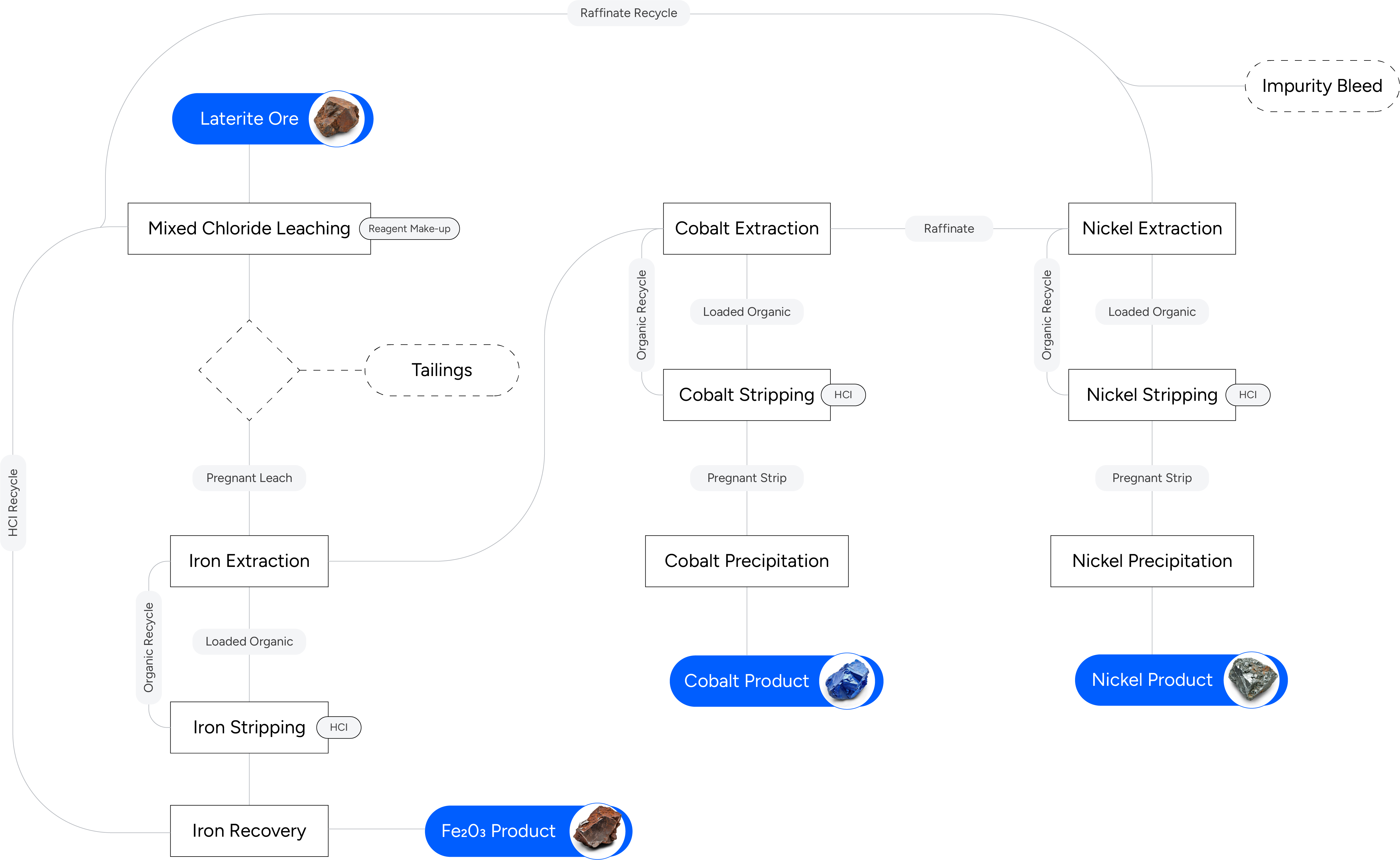
ORF Laterite demonstrates impressive recovery rates of over 90% for both nickel and cobalt, outperforming the Caron method and closely matching the high recovery rates of Pyrometallurgical and HPAL processes.
The ORF Laterite method offers potentially lower environmental impact with the production of inert residue and reduced residue volume. Additionally, it operates at medium energy requirements without the need for water removal from ore, suggesting cost-effective and energy-efficient operations compared to the other methods.
| Feature | Pyrometallurgical | Caron | HPAL | ORF Laterite |
|---|---|---|---|---|
| Ores Treated | Med-high Ni, low-med Fe ores | Low Ni, high Fe ores | Low Ni, high Fe ores | Both low and high Fe/MgO ores |
| Ni Recovery | ~95% | ~75% | ~95% | >90% |
| Co Recovery | None | <50% | ~95% | >90% |
| Fe Recovery | No | No | No | Yes |
| Mg Recovery | No | No | No | Yes |
| Capital Cost | High | Medium | High | Can be lower |
| Operating Cost | High | Medium | High | Can be medium |
| Energy Requirement | High (water removal, high temp) | High (water removal, high temp) | Low (no water removal, low temp) | Medium (no water removal, low temp) |
| Reagents | Not recycled | Not recycled | Not recycled | Recycled |
| Residue Amount | High volume | High volume | High volume | Lower volume |
| Environmental | Slag disposal | Residue disposal (ammonia) | High volume residue disposal | Potentially inert residue |
| Feature | Chloride | Sulphate | ORF |
|---|---|---|---|
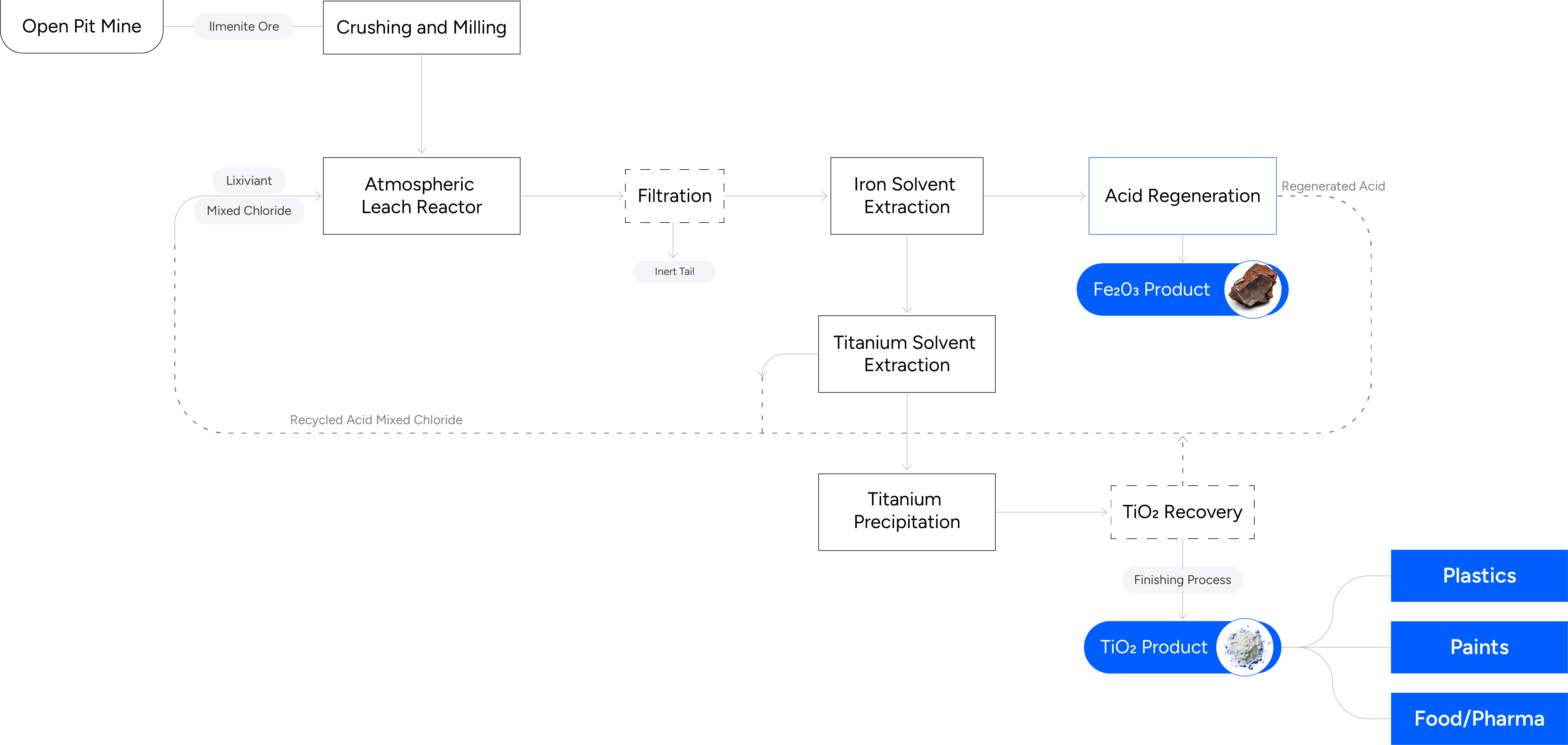
| Raw Material | High cost (rutile) | Low cost (ilmenite) | Lowest cost (ilmenite) |
| Cost per Ton of TiO2 Feed | >$2000 | $300 | $250 |
| TiO2 Product Value | High value | Low value | High value |
| Price per Ton of TiO2 | ~$4500 | >$3500 | ~$4500 |
| Capital Expenditure (Capex) | Highest | Medium | Lowest |
| Operating Expenses (Opex) | Highest | Medium | Lowest |
| Environmental Impact | Medium challenges | Major challenges | Most environmentally friendly |
| Flexibility in Processing Raw Material | Limited | Limited | Flexible |
| Process Conditions | High Temp. | High Temp. | Atmospheric |
| Technology | Old | Old | Patented, New |
| End-to-End Processing in One Location | Not practiced | Possible | Possible |
| Pigment Production | Rutile/Anatase | Rutile/Anatase | Rutile/Anatase |
| Commercial Viability | In practice | In practice | Innovatively applied, will soon be in practice |
| Environmental Challenges | Disposal of byproducts | Disposal of byproducts | Minimum environmental impact |
| Safety Requirements | High | High | Low |
| Handling of Chemicals at High Temperatures | Challenges | N/A | N/A |
| Energy Consumption | High | High | Efficient |
| Sulfur Price Impact | No effect | Substantial effect | No effect |

Website created by Explorationsites.com